تزریق پلاستیک یا پرینت سه بعدی
Category : آموزش , مطالب پر بازدید سایت
تزریق پلاستیک یا پرینت سه بعدی
بسمه تعالی


تفاوت تولید با تزریق پلاستیک و پرینت سه بعدی
یکی از سوالاتی که زیاد پرسیده می شود این است که مشتریان می خواهند بدانند محصول را با پرینتر سه بعدی تولید کنند یا هزینه قالب سازی و تزریق پلاستیک بپردازند

پاسخ به این سوال به موارد متعددی وابسته است که به بررسی و مقایسه چند مورد می پردازیم
جزئیات قطعه
اگر قطعه شما دارای پین و خارهای ریز با قطر کمتر از ۳_۴ میلیمتر باشد اصلا برای پرینت سه بعدی مناسب نیست چون این قطعه ها استحکام کافی ندارند و باید به روش تولید با دستگاه تزریق پلاستیک ساخته شوند و ابتدا باید قالب تزریق پلاستیک آنها تهیه شود
البته استثناهایی هم گاهی اوقات برای پرینتر سه بعدی وجود دارد که در این مقاله مجال صحبت درباره آنها نیست
درجه حرارت محیط کار قطعه
با توجه به محدودیت مواد اولیه در پرینت سه بعدی معمولا قطعات پلاستیکی تولید شده به روش پرینت سه بعدی آستانه تحمل حرارت کمتری نسبت به قطعات تولیدی به روش تزریق پلاستیک دارند
از این رو برای قطعاتی که در معرض حرارت بالا هستند تولید قطعه پلاستیکی با تزریق پلاستیک را توصیه می کنیم.
کیفیت سطح قطعه نهایی

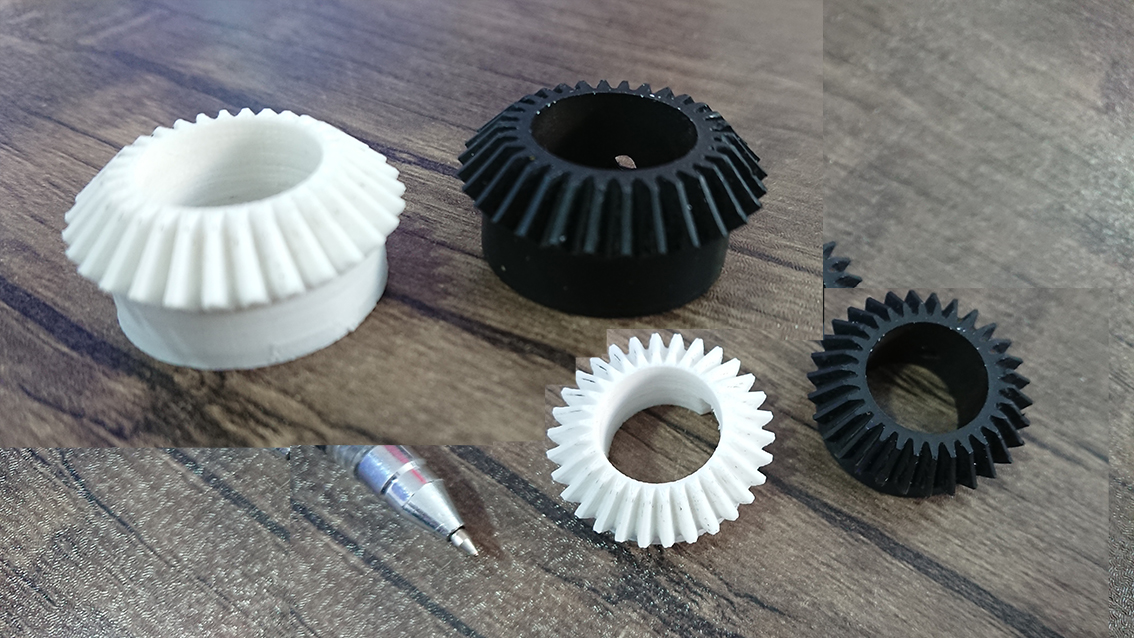
سمت راست تولید به روش تزریق پلاستیک – سمت چپ تولید با پرینتر سه بعدی
قطعات تولیدی به روش پرینت سه بعدی چون لایه لایه ساخته می شوند کیفیت سطح پایین تری نسبت به قطعاتت تولیدی به روش تزریق پلاستیک دارند
تیراژ تولیدی قطعه
یکی از مهم ترین پارامترهای تاثیر گذار در انتخاب روش تولید با تزریق پلاستیک یا پرینتر سه بعدی ، تیراژ قطعه مورد نیاز است.
علیرغم هزینه تولید قطعه به روش تزریق پلاستیک که بسیار مقرون به صرفه هست معمولا هزینه قالب سازی تزریق پلاستیک بالاست از این رو در مواردی که تعداد کمی از یک قطعه نیاز داریم هزینه کردن برای ساخت قالب اولیه تزریق پلاستیک توجیه ندارد و تولید به روش پرینت سه بعدی توصیه می شود.
اگر به طور خلاصه بخواهیم بگوییم تولید قطعه با پرینتر سه بعدی برای تیراژهای پایین مناسب است و اگر قطعه شما تیراژ بالا داشته باشد تولید به روش تزریق پلاستیک را توصیه می کنیم
زمان
گزینه بهتر از نظر زمانی به حجم تولید مورد نظر بستگی دارد. اگر می خواهید فقط تعداد محدودی کپی تهیه کنید، از نظر زمان، پرینت سه بعدی بهترین گزینه است. زمان صرف شده برای ساخت قالب و هزینه آن برای تولید در مقیاس کوچک به سختی قابل توجیه است.
پرینترهای سه بعدی بسیار جزئی گرا هستند. این امکان خلاقیت و تنظیم دقیق را فراهم می کند. اما در زمان تولید نیز تاثیر خود را می گذارد. در نتیجه، چاپگرهای سه بعدی ممکن است برای تولید یک شی زمان بیشتری نسبت به قالب گیری تزریقی نیاز داشته باشند.
با این حال، پرینترهای سه بعدی نسبت به تجهیزات قالب گیری تزریقی در دسترس تر است. این صرفه جویی در زمان اولیه به پرینترهای سه بعدی مزیتی را می دهد که برای حجم تولید کوچکی قابل است.
قالب گیری تزریقی از نظر زمانی برای تولید در مقیاس بزرگ بهتر است. این امر به ویژه در مواردی که قرار است محصول نسخه نهایی باشد، صادق است.
تولید
تولید در قالب گیری تزریقی شامل ذوب کردن مواد و سپس تزریق آن در حالت مذاب به داخل حفره قالب است. در آنجا سرد و سفت می شود. مراحل پیچیده تری نسبت به پرینت سه بعدی دارد.
معمولاً نسخه نهایی محصول را در پایان تحویل می دهد.
تولید در پرینت سه بعدی شامل ذوب مواد است اما نه به حالت مذاب. سپس مواد لایه به لایه اضافه می شود. این برخلاف قالب گیری تزریقی است که شامل فرآیند لایه بندی نمی شود.
محصول ارائه شده نیز معمولاً نسخه نهایی نیست. در عوض، معمولاً یک نمونه اولیه است.
انجام تنظیمات تولید با استفاده از چاپگرهای سه بعدی آسان تر است. این برخلاف قالب گیری تزریقی است که ویژگی های طراحی ثابت قالب ها را دارد.
بنابراین پرینترهای سه بعدی نسبت به قالب گیری تزریقی انعطاف بیشتری در تحویل محصول ارائه می دهند.
پرینت سه بعدی از ساخت طرح های پیچیده تر نیز پشتیبانی می کند. این امر با قالب گیری تزریقی امکان پذیر نیست.
گزینه های مواد
قالب گیری تزریقی با طیف وسیع تری از مواد مانند نایلون، اکریلیک، پلی کربنات، پلی اکسی متیلن، پلی استایرن و غیره به خوبی کار می کند.

مکعب WRB – کامپوزیت های فلزی و چوبی پلاستیکی پرینت سه بعدی
پرینت سه بعدی همچنین با طیف محدودتری از مواد کار می کند. مواد رایج مورد استفاده برای چاپ سه بعدی شامل پلاستیک، رزین و اخیراً فلزات است.
هزینه
اینکه پرینت سه بعدی یا قالب گیری تزریقی گزینه بهتری از نظر هزینه است، به عواملی بستگی دارد. مهمترین آنها تعداد قطعاتی است که باید تولید شود.
اگر قصد دارید چند نسخه بسازید، به عنوان مثال، نمونه های اولیه، چاپ سه بعدی در بالاترین سطح قرار می گیرد.
قالب گیری تزریقی برای عملیات در مقیاس پایین هزینه بر است. این به دلیل هزینه هایی است که برای طراحی قالب از جمله حفره دقیق آن انجام می شود.
با این حال، در تولید با حجم بالا، قالب گیری تزریقی از نظر هزینه گزینه بهتری است.
- بیشتر بخوانید: تفاوت بین چاپ سه بعدی و ماشینکاری CNC: مزایا و معایب
- بیشتر بخوانید: قالبگیری تزریقی در مقابل ماشینکاری CNC – چه چیزی برای شما بهتر است؟
- بیشتر بخوانید: ریخته گری اورتان چیست؟ مبانی توضیح داده شد
آیا پرینت سه بعدی جایگزین قالب گیری تزریقی می شود؟
قالب گیری تزریقی و پرینت سه بعدی می توانند کاربردهای مکمل داشته باشند. چاپ سه بعدی برای توسعه نمونه اولیه و قالب گیری تزریقی برای تولید انبوه بهتر است.
با این حال، چاپ سه بعدی با تکنیک هایی که سعی در تقلید ویژگی های مطلوب قالب گیری تزریقی دارد، به سرعت در حال توسعه است.
در نتیجه، احتمال اینکه چاپ سه بعدی جایگزین قالب گیری تزریقی در آینده شود، بیشتر می شود.